



返礼品について
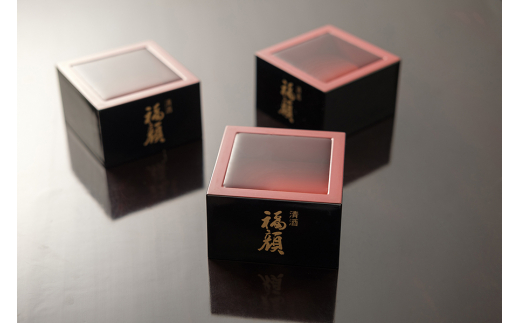
三条市唯一の酒蔵、福顔酒造が厳選した日本酒飲み比べ12本セット。
創業時の銘柄「福顔」から洋酒樽に貯蔵した日本酒まで、多様なラインナップでお届けします。
福顔酒造の日本酒の特徴は精米歩合の高さです。普通酒でも精米歩合は60%、大吟醸は40%です。酒米は良質な地元・新潟県三条産(越淡麗・五百万石・越神楽)、兵庫県特A地区産(山田錦)を使用しています。水は三条市下田地区から三条市へ流れる河川である五十嵐川(いからしがわ)の超軟水を使用。造りは昔ながらの和釜などの道具や製法の特性をうまく引き出し現代においても時間をかけた丁寧な醸造を行っています。
近年では日本酒ベースのリキュールや、日本酒を洋酒の染み込んだオーク樽の空き樽で貯蔵した商品「ウイスキー樽で貯蔵した日本酒」「バーボン樽で貯蔵した日本酒」「ブランデー樽で貯蔵した日本酒」を発売し、日本酒の新しい可能性を追求しています。
また、創業時からの銘柄は「福顔(ふくがお)」ですが、味はその時代のお客様のニーズにあうように改良されています。
※20歳未満の飲酒は法律で禁止されています。20歳未満の方のお申し込みはご遠慮ください。
※シーズン途中でパッケージ・内容等が変更になる場合がございます。
【ウイスキー樽で貯蔵した日本酒。 300ml】
原材料:米、米こうじ、醸造アルコール
アルコール度数:19度
飲み口:甘○○○●○辛
飲み頃温度:冷酒、ロック
【バーボン樽で貯蔵した日本酒。 300ml】
原材料:米、米こうじ、醸造アルコール
アルコール度数:19度
飲み口:甘○●○○○辛
飲み頃温度:冷酒、ロック
【ブランデー樽で貯蔵した日本酒。 300ml】
原材料:米、米こうじ、醸造アルコール
アルコール度数:17度
飲み口:甘○●○○○辛
飲み頃温度:冷酒、ロック
【吟醸酒 越後五十嵐川 300ml】
原材料:米、米こうじ、醸造アルコール
アルコール度数:15度
飲み口:甘○○○●○辛
飲み頃温度:冷酒
【特別本醸造 越後五十嵐川 300ml】
原材料:米、米こうじ、醸造アルコール
アルコール度数:15度
飲み口:甘○○●○○辛
飲み頃温度:冷酒~温燗
【本醸造 生貯蔵酒 300ml】
原材料:米、米こうじ、醸造アルコール
アルコール度数:15度
飲み口:甘○●○○○辛
飲み頃温度:冷酒
【純米吟醸酒 福顔 300ml】
原材料:米、米こうじ
アルコール度数:15度
飲み口:甘○○●○○辛
飲み頃温度:冷酒
【大辛口 福顔 300ml】
原材料:米、米こうじ、醸造アルコール
アルコール度数:15度
飲み口:甘○○○○●辛
飲み頃温度:冷酒~温燗
【本醸造 越乃雪割草 300ml】
原材料:米、米こうじ、醸造アルコール
アルコール度数:15度
飲み口:甘○●○○○辛
飲み頃温度:冷酒
【越乃向日葵 300ml】
原材料:米、米こうじ、醸造アルコール
アルコール度数:15度
飲み口:甘●○○○○辛
飲み頃温度:冷酒~温燗
三条市の長い歴史と文化で育まれてきた『福顔酒造』 物語がある一杯をご堪能ください
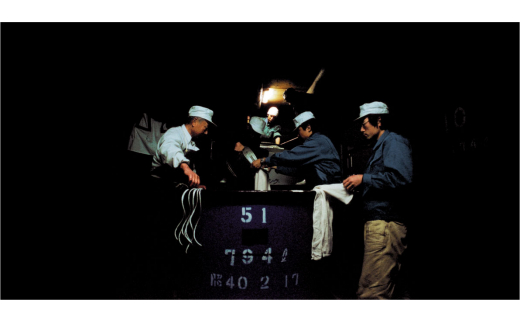
1897年創業、三条市で唯一の酒造である『福顔酒造』は、手仕事で酒造りを行う小さな酒造です。福顔酒造は、三条市の長い歴史と文化の中で育まれ、創業当時から酒造りで大切な仕込み水を五十嵐川の超軟水で仕上げて日本酒を造ってきました。
日本酒を醸造する原料である酒米は、三条市の農家さんと栽培契約をしており、『五百万石』『越神楽』『越淡麗』、さらに日本一と呼ばれる酒米『山田錦』を使用しています。福顔酒造の初代小林仁平さんが掲げた「飲んだ人が福の顔になる旨い酒を造る」、その思いを杜氏と蔵人の技で現代に引き継ぐ一杯を、ぜひご賞味ください。
酒米作り
三条市の母なる川『五十嵐川伏流水』が決め手 福顔酒造の酒造りを支える水
福顔酒造が創業当時、生活に必要なインフラは整っていない中で、新潟県の中央に位置する五十嵐川を始めとする豊かな水源のもと、酒造りを行ってきました。
福顔酒造の銘柄ブランドとしても数えられる五十嵐川。五十嵐川の水は超軟水であるため、日本酒の味にまろやかさと雑味のなさをもたらします。さらに、水の良さは供給元となる浄水場で緩速ろ過方式が採用されるほどです。緩速ろ過方式とは、薬品を使用せずに、細かい砂の濾過層にゆっくりと原水を活かす方法で、自然水に極めて近い水です。
三条市は、豊かな水源に加えて肥沃な土地に恵まれて、米をはじめ多彩な農産物の産地です。日本酒を醸造する原料である酒米は、地形の違いや日照時間の関係上、種もみが思い通りにいきませんでしたが、昨今、猛暑日が増えて日照時間が十分にあるため三条市の下田地域を中心に酒米が作られています。近いうち日本一と呼ばれる酒米『山田錦』が三条市で作れる可能性があるほどの土壌なのです。
福顔酒造のこだわり 「時代にあう酒造りは変化し続けられる」
福顔酒造の5代目である小林章さんは、小さな酒造でありながらリスクを負ってでも「おいしいと思えるお酒を造る」を信条にして新たな商品開発を続けています。
2018年に発表した、仕込んだ日本酒を洋酒樽に貯蔵する新しいお酒もそう。テレビ放映をきっかけに日本中に知ってもらえたが、当時はまだ見たことがない手法でした。
他社とは違うものをつくって呑んでもらうことで、お客様が決める酒造としての付加価値を高めてきた福顔酒造。小林章さんはこう話します。
「どの業界であっても、時代の変化に伴う好みの多様性に付いていかなければなりません。おいしい酒を造るのはもちろん、お客様が今求めるものに応えるのが私たちの使命であって、時代にあった商品を供給していきます」
人々の働き方や生き方、味の好みについて多様性が増す中、酒造としてどうあるべきなのかを日本酒というかたちで表現する福顔酒造。変化し続ける商品とともに生き様をも味わってほしい。
創業時の銘柄「福顔」から洋酒樽に貯蔵した日本酒まで、多様なラインナップでお届けします。
福顔酒造の日本酒の特徴は精米歩合の高さです。普通酒でも精米歩合は60%、大吟醸は40%です。酒米は良質な地元・新潟県三条産(越淡麗・五百万石・越神楽)、兵庫県特A地区産(山田錦)を使用しています。水は三条市下田地区から三条市へ流れる河川である五十嵐川(いからしがわ)の超軟水を使用。造りは昔ながらの和釜などの道具や製法の特性をうまく引き出し現代においても時間をかけた丁寧な醸造を行っています。
近年では日本酒ベースのリキュールや、日本酒を洋酒の染み込んだオーク樽の空き樽で貯蔵した商品「ウイスキー樽で貯蔵した日本酒」「バーボン樽で貯蔵した日本酒」「ブランデー樽で貯蔵した日本酒」を発売し、日本酒の新しい可能性を追求しています。
また、創業時からの銘柄は「福顔(ふくがお)」ですが、味はその時代のお客様のニーズにあうように改良されています。
※20歳未満の飲酒は法律で禁止されています。20歳未満の方のお申し込みはご遠慮ください。
※シーズン途中でパッケージ・内容等が変更になる場合がございます。
【ウイスキー樽で貯蔵した日本酒。 300ml】
原材料:米、米こうじ、醸造アルコール
アルコール度数:19度
飲み口:甘○○○●○辛
飲み頃温度:冷酒、ロック
【バーボン樽で貯蔵した日本酒。 300ml】
原材料:米、米こうじ、醸造アルコール
アルコール度数:19度
飲み口:甘○●○○○辛
飲み頃温度:冷酒、ロック
【ブランデー樽で貯蔵した日本酒。 300ml】
原材料:米、米こうじ、醸造アルコール
アルコール度数:17度
飲み口:甘○●○○○辛
飲み頃温度:冷酒、ロック
【吟醸酒 越後五十嵐川 300ml】
原材料:米、米こうじ、醸造アルコール
アルコール度数:15度
飲み口:甘○○○●○辛
飲み頃温度:冷酒
【特別本醸造 越後五十嵐川 300ml】
原材料:米、米こうじ、醸造アルコール
アルコール度数:15度
飲み口:甘○○●○○辛
飲み頃温度:冷酒~温燗
【本醸造 生貯蔵酒 300ml】
原材料:米、米こうじ、醸造アルコール
アルコール度数:15度
飲み口:甘○●○○○辛
飲み頃温度:冷酒
【純米吟醸酒 福顔 300ml】
原材料:米、米こうじ
アルコール度数:15度
飲み口:甘○○●○○辛
飲み頃温度:冷酒
【大辛口 福顔 300ml】
原材料:米、米こうじ、醸造アルコール
アルコール度数:15度
飲み口:甘○○○○●辛
飲み頃温度:冷酒~温燗
【本醸造 越乃雪割草 300ml】
原材料:米、米こうじ、醸造アルコール
アルコール度数:15度
飲み口:甘○●○○○辛
飲み頃温度:冷酒
【越乃向日葵 300ml】
原材料:米、米こうじ、醸造アルコール
アルコール度数:15度
飲み口:甘●○○○○辛
飲み頃温度:冷酒~温燗
三条市の長い歴史と文化で育まれてきた『福顔酒造』 物語がある一杯をご堪能ください
1897年創業、三条市で唯一の酒造である『福顔酒造』は、手仕事で酒造りを行う小さな酒造です。福顔酒造は、三条市の長い歴史と文化の中で育まれ、創業当時から酒造りで大切な仕込み水を五十嵐川の超軟水で仕上げて日本酒を造ってきました。
日本酒を醸造する原料である酒米は、三条市の農家さんと栽培契約をしており、『五百万石』『越神楽』『越淡麗』、さらに日本一と呼ばれる酒米『山田錦』を使用しています。福顔酒造の初代小林仁平さんが掲げた「飲んだ人が福の顔になる旨い酒を造る」、その思いを杜氏と蔵人の技で現代に引き継ぐ一杯を、ぜひご賞味ください。
酒米作り
三条市の母なる川『五十嵐川伏流水』が決め手 福顔酒造の酒造りを支える水
福顔酒造が創業当時、生活に必要なインフラは整っていない中で、新潟県の中央に位置する五十嵐川を始めとする豊かな水源のもと、酒造りを行ってきました。
福顔酒造の銘柄ブランドとしても数えられる五十嵐川。五十嵐川の水は超軟水であるため、日本酒の味にまろやかさと雑味のなさをもたらします。さらに、水の良さは供給元となる浄水場で緩速ろ過方式が採用されるほどです。緩速ろ過方式とは、薬品を使用せずに、細かい砂の濾過層にゆっくりと原水を活かす方法で、自然水に極めて近い水です。
三条市は、豊かな水源に加えて肥沃な土地に恵まれて、米をはじめ多彩な農産物の産地です。日本酒を醸造する原料である酒米は、地形の違いや日照時間の関係上、種もみが思い通りにいきませんでしたが、昨今、猛暑日が増えて日照時間が十分にあるため三条市の下田地域を中心に酒米が作られています。近いうち日本一と呼ばれる酒米『山田錦』が三条市で作れる可能性があるほどの土壌なのです。
福顔酒造のこだわり 「時代にあう酒造りは変化し続けられる」
福顔酒造の5代目である小林章さんは、小さな酒造でありながらリスクを負ってでも「おいしいと思えるお酒を造る」を信条にして新たな商品開発を続けています。
2018年に発表した、仕込んだ日本酒を洋酒樽に貯蔵する新しいお酒もそう。テレビ放映をきっかけに日本中に知ってもらえたが、当時はまだ見たことがない手法でした。
他社とは違うものをつくって呑んでもらうことで、お客様が決める酒造としての付加価値を高めてきた福顔酒造。小林章さんはこう話します。
「どの業界であっても、時代の変化に伴う好みの多様性に付いていかなければなりません。おいしい酒を造るのはもちろん、お客様が今求めるものに応えるのが私たちの使命であって、時代にあった商品を供給していきます」
人々の働き方や生き方、味の好みについて多様性が増す中、酒造としてどうあるべきなのかを日本酒というかたちで表現する福顔酒造。変化し続ける商品とともに生き様をも味わってほしい。
- 返礼品レビュー
- 自治体への応援メッセージ

